



மேல் சட்டகம்: Q355B எஃகு தகடுகளால் (தடிமன் 10–20 மிமீ) செய்யப்பட்ட ஒரு பற்றவைக்கப்பட்ட அமைப்பு, உணவளிக்கும் மற்றும் நொறுக்கும் அறையை உருவாக்குகிறது. இது ஒரு உணவளிக்கும் ஹாப்பர் மற்றும் தாக்கத் தகடு சரிசெய்தல் சாதனங்களுடன் பொருத்தப்பட்டுள்ளது, தாக்க சக்திகளை எதிர்க்க வலுவூட்டும் விலா எலும்புகளுடன் (தடிமன் 8–15 மிமீ).
கீழ் சட்டகம்: ரோட்டார் மற்றும் மோட்டாரை ஆதரிக்கும் ஒரு வார்ப்பு எஃகு (ZG270 பற்றி-500) அல்லது பற்றவைக்கப்பட்ட எஃகு அமைப்பு. இது நங்கூரம் போல்ட்களுடன் அடித்தளத்தில் சரி செய்யப்பட்டுள்ளது மற்றும் நிலைத்தன்மையை உறுதி செய்வதற்காக கீழே 15-30 மிமீ தடிமன் கொண்ட ஒரு வெளியேற்ற துறைமுகத்தைக் கொண்டுள்ளது.
ரோட்டார் வட்டு: வார்ப்பு எஃகு (ZG310 பற்றி-570) அல்லது போலி எஃகு மூலம் செய்யப்பட்ட, 20–50 மிமீ தடிமன் கொண்ட ஒரு வட்டத் தகடு. இது பிரதான தண்டில் பொருத்தப்பட்டுள்ளது மற்றும் சுத்தியல் தண்டுகளை நிறுவுவதற்கு சமமாக விநியோகிக்கப்பட்ட துளைகளைக் கொண்டுள்ளது.
தாக்க சுத்தியல்கள்: உயர்-குரோமியம் வார்ப்பிரும்பு (கோடி15–20) அல்லது அலாய் ஸ்டீல் (40CrNiMo) ஆகியவற்றால் செய்யப்பட்ட முக்கிய வேலை பாகங்கள். அவை சுத்தியல் தண்டுகளில் கீல் செய்யப்பட்டு சுதந்திரமாக ஆட முடியும், மாதிரியைப் பொறுத்து 2–20 கிலோ எடையுடன் இருக்கும். சுத்தியல் தலை பொருள் பண்புகளுக்கு ஏற்ப கூர்மையான அல்லது மழுங்கிய வடிவத்துடன் வடிவமைக்கப்பட்டுள்ளது.
பிரதான தண்டு: 50–200 மிமீ விட்டம் கொண்ட ஒரு போலி அலாய் ஸ்டீல் (40Cr) தண்டு, ரோட்டார் வட்டு மற்றும் மோட்டாரை இணைக்கிறது. ரேடியல் மற்றும் அச்சு சுமைகளைத் தாங்கும் வகையில் இரு முனைகளிலும் கோள உருளை தாங்கு உருளைகளால் இது ஆதரிக்கப்படுகிறது.
சுத்தியல் தண்டுகள்: 40Cr எஃகால் ஆனது, சுத்தியல் கண்ணை விட சற்று பெரிய விட்டம் கொண்டது, சுத்தியல்களின் நெகிழ்வான ஊசலாட்டத்தை உறுதி செய்கிறது.
தாக்கத் தகடுகள்: 20–40 மிமீ தடிமன் கொண்ட, உயர் மாங்கனீசு எஃகு (இசட்ஜிஎம்என்13) அல்லது உயர்-குரோமியம் வார்ப்பிரும்பு ஆகியவற்றால் செய்யப்பட்ட தேய்மான-எதிர்ப்பு தகடுகள். அவை மேல் சட்டகத்தில் நிறுவப்பட்டு ரோட்டருடன் ஒரு நொறுக்கும் குழியை உருவாக்குகின்றன. நொறுக்கும் கட்டத்தைப் பொறுத்து (முதன்மை அல்லது இரண்டாம் நிலை) தாக்க தகடுகளின் எண்ணிக்கை 1–3 ஆகும்.
சரிசெய்தல் சாதனங்கள்: வெளியேற்ற துகள் அளவைக் கட்டுப்படுத்த தாக்கத் தகடுக்கும் ரோட்டருக்கும் இடையிலான இடைவெளியை (5–50 மிமீ) சரிசெய்யும் ஹைட்ராலிக் சிலிண்டர்கள் அல்லது கை சக்கரங்கள். ஒவ்வொரு தாக்கத் தகடும் நெகிழ்வான கட்டுப்பாட்டுக்கான ஒரு சுயாதீன சரிசெய்தல் பொறிமுறையைக் கொண்டுள்ளது.
மோட்டார்: மூன்று-கட்ட ஒத்திசைவற்ற மோட்டார் (15–315 கிலோவாட்), V-பெல்ட் அல்லது இணைப்பு வழியாக பிரதான தண்டுடன் இணைக்கப்பட்டு, சக்தியை வழங்குகிறது. மோட்டார் வேகம் பொருளின் கடினத்தன்மைக்கு ஏற்ப சரிசெய்யக்கூடியது.
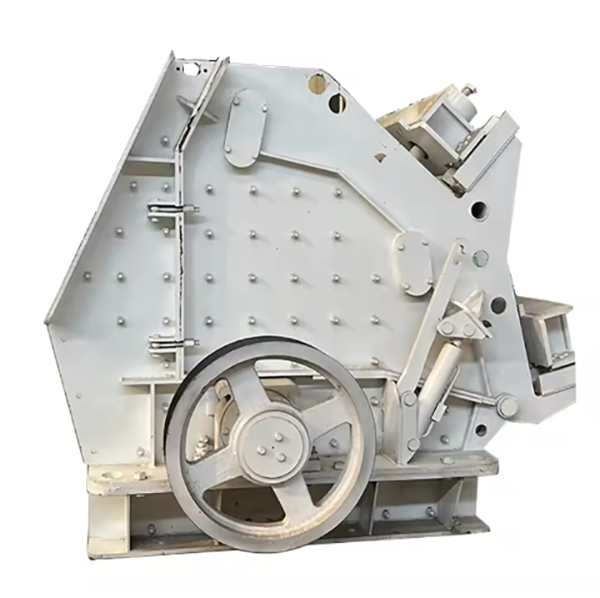
கப்பி/பெல்ட்: பிரதான தண்டில் ஒரு பெரிய கப்பி மற்றும் மோட்டாரில் ஒரு சிறிய கப்பி கொண்ட V-பெல்ட் டிரைவ் சிஸ்டம், 1:2–1:5 என்ற பரிமாற்ற விகிதத்துடன் முறுக்குவிசையை கடத்துகிறது.
பாதுகாப்பு காவலர்கள்: செயல்பாட்டின் போது விபத்துகளைத் தடுக்க ரோட்டார், கப்பி மற்றும் ஃபீடிங் போர்ட்டில் பாதுகாப்பு உறைகள் நிறுவப்பட்டுள்ளன.
தூசி அகற்றும் அமைப்பு: தூசி வெளியேற்றத்தைக் குறைக்க நொறுக்கும் அறையுடன் இணைக்கப்பட்ட விசிறி மற்றும் தூசி சேகரிப்பான், தூசி சேகரிப்பு திறன் ≥95% ஆகும்.
லூப்ரிகேஷன் சிஸ்டம்: தொடர்ச்சியான உயவுத்தன்மையை உறுதி செய்ய தானியங்கி உயவு கருவிகளுடன், தாங்கு உருளைகளுக்கு கிரீஸ் அல்லது மெல்லிய எண்ணெய் உயவு.
வடிவங்களை உருவாக்குதல்: மணல் அல்லது நுரை வடிவங்கள் சுத்தியல் வடிவத்தின் படி செய்யப்படுகின்றன, சுருக்க அனுமதி 1.5–2.0% ஆகும்.
மோல்டிங்: பிசின்-பிணைக்கப்பட்ட மணல் அச்சுகள் பயன்படுத்தப்படுகின்றன, மேற்பரப்பின் தரத்தை மேம்படுத்த குழி ஒரு பயனற்ற பூச்சுடன் பூசப்படுகிறது.
உருகுதல் மற்றும் ஊற்றுதல்:
மூலப்பொருட்கள் 1450–1500°C வெப்பநிலையில் தூண்டல் உலையில் உருக்கப்படுகின்றன, குரோமியம் மற்றும் பிற உலோகக் கலவைகள் சேர்க்கப்பட்டு வேதியியல் கலவையை (C 2.8–3.5%, கோடி 15–20%) அடையப்படுகின்றன.
உருகிய இரும்பு 1400–1450°C வெப்பநிலையில் அச்சுக்குள் ஊற்றப்படுகிறது, சேர்க்கைகளைத் தவிர்க்க கட்டுப்படுத்தப்பட்ட ஊற்றும் வேகத்துடன்.
வெப்ப சிகிச்சை: கரைசலை 950–1000°C வெப்பநிலையில் (காற்று-குளிரூட்டப்பட்டது) சூடாக்கி, பின்னர் 250–300°C வெப்பநிலையில் வெப்பநிலைப்படுத்தி கடினத்தன்மை (மனித உரிமைகள் ஆணையம் 55–65) மற்றும் கடினத்தன்மையை மேம்படுத்துகிறது.
வடிவம் மற்றும் வார்ப்பு: மரத்தாலான அல்லது உலோக வடிவங்கள் பயன்படுத்தப்படுகின்றன, மேலும் பிசின்-பிணைக்கப்பட்ட மணல் அச்சுகள் சுத்தியல் தண்டு துளைகளுக்கான மையங்களுடன் தயாரிக்கப்படுகின்றன.
ஊற்றுதல் மற்றும் வெப்ப சிகிச்சை: வார்ப்பு எஃகு 1520–1560°C இல் உருக்கப்பட்டு அச்சுக்குள் ஊற்றப்படுகிறது. வார்ப்புக்குப் பிறகு, கடினத்தன்மை எச்.பி. 180–220 ஐ அடையவும் உள் அழுத்தத்தை நீக்கவும் 880–920°C (காற்று-குளிரூட்டப்பட்ட) இல் இயல்பாக்கம் மற்றும் 600–650°C இல் வெப்பநிலைப்படுத்தல் செய்யப்படுகிறது.
பில்லட் ஹீட்டிங்: எஃகு பில்லட்டுகள் பிளாஸ்டிசிட்டியை உறுதி செய்வதற்காக ஒரு எரிவாயு உலையில் 1100–1150°C க்கு சூடாக்கப்படுகின்றன.
மோசடி செய்தல்: தண்டு வடிவத்தை உருவாக்க ஓபன்-டை ஃபோர்ஜிங் பயன்படுத்தப்படுகிறது, தானிய அமைப்பை சீரமைக்க அப்செட் மற்றும் வரைதல் செயல்முறைகளுடன்.
வெப்ப சிகிச்சை: கடினத்தன்மை மனித உரிமைகள் ஆணையம் 28–32 மற்றும் இழுவிசை வலிமை ≥785 எம்.பி.ஏ. ஐ அடைய 840–860°C (எண்ணெய்-குளிரூட்டப்பட்டது) இல் தணித்தல் மற்றும் 500–550°C இல் வெப்பநிலைப்படுத்துதல்.
கரடுமுரடான இயந்திரமயமாக்கல்: சிஎன்சி லேத் அல்லது மில்லிங் இயந்திரம் வெளிப்புற வட்டம், முனை முகம் மற்றும் சுத்தியல் தண்டு துளைகளைச் செயலாக்குகிறது, இதனால் 1–2 மிமீ எந்திரக் கொடுப்பனவு கிடைக்கும்.
துல்லிய எந்திரம்: இறுதி முகத்தை தட்டையானதாக அரைத்தல் ≤0.1 மிமீ/மீ மற்றும் மேற்பரப்பு கடினத்தன்மை ரா3.2 μm. பரிமாண துல்லியத்தை (H7 சகிப்புத்தன்மை) உறுதி செய்வதற்காக சுத்தியல் தண்டு துளைகளை துளையிட்டு ரீமிங் செய்தல்.
திருப்புதல்: சிஎன்சி லேத் எந்திரம் வெளிப்புற வட்டம், படிகள் மற்றும் சாவிப்பாதைகளைச் செயலாக்குகிறது, 0.3–0.5 மிமீ அரைக்கும் அனுமதியை விட்டுச்செல்கிறது.
அரைத்தல்: ஜர்னல் மேற்பரப்புகளை ஐடி6 சகிப்புத்தன்மை மற்றும் மேற்பரப்பு கடினத்தன்மை ரா0.8 μm க்கு அரைத்தல், கோஆக்சியாலிட்டி ≤0.02 மிமீ உறுதி செய்கிறது.
வெட்டுதல்: உயர் மாங்கனீசு எஃகு அல்லது உயர்-குரோமியம் வார்ப்பிரும்பு தகடுகள் பிளாஸ்மா கட்டிங் அல்லது லேசர் கட்டிங் பயன்படுத்தி அளவுக்கு வெட்டப்படுகின்றன.
அரைத்தல்: வேலை செய்யும் மேற்பரப்பு தரையிலிருந்து தட்டையானது ≤0.2 மிமீ/மீ மற்றும் மேற்பரப்பு கடினத்தன்மை ரா6.3 μm ஆக உள்ளது, பொருள் அடைப்பைத் தவிர்க்க விளிம்புகள் நீக்கப்பட்டுள்ளன.
வெல்டிங் மற்றும் மன அழுத்த நிவாரணம்: வெல்டிங் அழுத்தத்தை நீக்க வெல்டட் பிரேம்கள் 600–650°C வெப்பநிலையில் அனீல் செய்யப்படுகின்றன.
அரைத்தல் மற்றும் துளையிடுதல்: சிஎன்சி மில்லிங் இயந்திரம் தாக்கத் தகடுகள் மற்றும் தாங்கு உருளைகளின் பெருகிவரும் மேற்பரப்புகளைச் செயலாக்குகிறது, இது ≤0.15 மிமீ/மீ தட்டையான தன்மையை உறுதி செய்கிறது. 6H நூல் சகிப்புத்தன்மையுடன் போல்ட் துளைகளை (M16–M30) துளையிட்டு தட்டுகிறது.
பொருள் சோதனை:
நிறமாலை அளவீட்டு பகுப்பாய்வு வார்ப்பு மற்றும் போலி பாகங்களின் வேதியியல் கலவையை சரிபார்க்கிறது (எ.கா., தாக்க சுத்தியல்களில் கோடி உள்ளடக்கம்).
இழுவிசை மற்றும் தாக்க சோதனைகள் இயந்திர பண்புகளை சரிபார்க்கின்றன (எ.கா., சுத்தியலின் தாக்க ஆற்றல் ≥15 J/செ.மீ.²).
பரிமாண ஆய்வு:
ரோட்டார் வட்டு தடிமன், பிரதான தண்டு விட்டம் மற்றும் தாக்கத் தகட்டின் தட்டைத்தன்மை போன்ற முக்கிய பரிமாணங்களை ஒருங்கிணைப்பு அளவீட்டு இயந்திரம் (சி.எம்.எம்.) ஆய்வு செய்கிறது.
அளவீடுகள் மற்றும் டயல் குறிகாட்டிகள் பிரதான தண்டு மற்றும் தாங்கு உருளைகளுக்கு இடையிலான பொருத்தத்தை சரிபார்க்கின்றன, இடைவெளி வடிவமைப்பு தேவைகளைப் பூர்த்தி செய்வதை உறுதி செய்கிறது.
அழிவில்லாத சோதனை (என்.டி.டி.):
காந்த துகள் சோதனை (எம்.பி.டி.) பிரதான தண்டு, ரோட்டார் வட்டு மற்றும் தாக்க சுத்தியல்களில் மேற்பரப்பு விரிசல்களைக் கண்டறிகிறது.
மீயொலி சோதனை (யூடி) வார்ப்பு ரோட்டார் வட்டுகளில் உள்ள உள் குறைபாடுகளை ஆய்வு செய்கிறது, >φ3 மிமீ குறைபாடுகள் நிராகரிக்கப்படுகின்றன.
செயல்திறன் சோதனை:
டைனமிக் பேலன்சிங்: செயல்பாட்டின் போது அதிகப்படியான அதிர்வுகளைத் தவிர்க்க, ரோட்டார் அசெம்பிளி G6.3 தரத்திற்கு (அதிர்வு ≤6.3 மிமீ/வி) சமநிலைப்படுத்தப்பட்டுள்ளது.
காலியான சுமை சோதனை: தாங்கும் வெப்பநிலை (≤70°C) மற்றும் அசாதாரண சத்தத்தை சரிபார்க்க 2 மணி நேரம் சுமை இல்லாமல் உபகரணங்களை இயக்கவும்.
சுமை சோதனை: உற்பத்தி திறன், வெளியேற்ற துகள் அளவு மற்றும் சுத்தியல் தேய்மானத்தை சரிபார்க்க நிலையான பொருட்களை (எ.கா. சுண்ணாம்புக்கல்) 8 மணி நேரம் நசுக்குதல்.
அடித்தளம் தயாரித்தல்: கான்கிரீட் அடித்தளம் (C30 தரம்) உட்பொதிக்கப்பட்ட நங்கூரம் போல்ட்களால் ஊற்றப்படுகிறது, அதன் நிலைத்தன்மை ≤0.1 மிமீ/மீ ஆகும். அடித்தளம் குறைந்தது 28 நாட்களுக்கு கடினப்படுத்தப்படுகிறது.
கீழ் சட்டக நிறுவல்: கீழ் சட்டகம் அடித்தளத்திற்கு உயர்த்தப்பட்டு, ஷிம்களால் சமன் செய்யப்பட்டு, ஆங்கர் போல்ட்கள் குறிப்பிட்ட முறுக்குவிசையில் 70% வரை இறுக்கப்படுகின்றன.
ரோட்டார் மற்றும் மெயின் ஷாஃப்ட் அசெம்பிளி: பிரதான தண்டு கீழ் சட்டகத்தின் தாங்கி இருக்கைகளில் நிறுவப்பட்டுள்ளது, மேலும் ரோட்டார் வட்டு தண்டின் மீது பொருத்தப்பட்டுள்ளது. தாங்கு உருளைகள் கிரீஸால் உயவூட்டப்படுகின்றன (என்எல்ஜிஐ 2).
இம்பாக்ட் பிளேட் நிறுவல்: தாக்கத் தகடுகள் மேல் சட்டகத்தில் பொருத்தப்பட்டுள்ளன, மேலும் தாக்கத் தகடுகளுக்கும் ரோட்டருக்கும் இடையிலான இடைவெளி ஹைட்ராலிக் சிலிண்டர்கள் அல்லது கை சக்கரங்களைப் பயன்படுத்தி வடிவமைப்பு மதிப்புக்கு (5–50 மிமீ) சரிசெய்யப்படுகிறது.
மேல் சட்டகம் மற்றும் ஃபீடிங் ஹாப்பர் மவுண்டிங்: மேல் சட்டகம் கீழ் சட்டகத்துடன் போல்ட் செய்யப்பட்டு, ஃபீடிங் ஹாப்பர் நிறுவப்பட்டு, ரோட்டருடன் சீரமைப்பை உறுதி செய்கிறது.
டிரைவ் சிஸ்டம் இணைப்பு: மோட்டார் மோட்டார் தளத்தில் வைக்கப்பட்டுள்ளது, மேலும் V-பெல்ட்கள் சரியான பதற்றத்துடன் நிறுவப்பட்டுள்ளன (100 N விசையின் கீழ் விலகல் 10–15 மிமீ).
துணை அமைப்புகள் நிறுவல்: தூசி அகற்றும் குழாய்கள் மற்றும் உயவு கோடுகள் இணைக்கப்பட்டுள்ளன, மேலும் பாதுகாப்பு காவலர்கள் நிறுவப்பட்டுள்ளன.
ஆணையிடுதல்:
சுழற்சி திசை மற்றும் நிலைத்தன்மையை சரிபார்க்க 1 மணிநேரம் காலியாக ஓடவும்.
தேவையான வெளியேற்ற துகள் அளவை அடைய தாக்கத் தகடு இடைவெளியை சரிசெய்து, பொருட்களைக் கொண்டு சுமை சோதனை.
அனைத்து அமைப்புகளிலும் கசிவுகள், அசாதாரண சத்தம் அல்லது அதிக வெப்பம் உள்ளதா எனச் சரிபார்த்து, தேவைக்கேற்ப மாற்றங்களைச் செய்யுங்கள்.






