



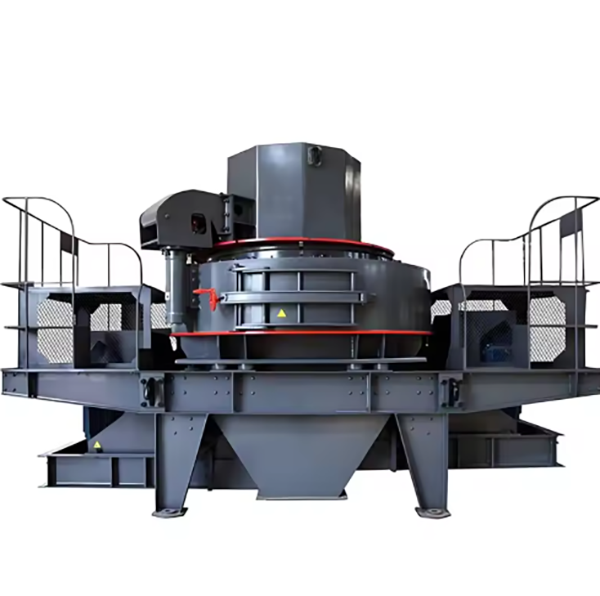
மேல் உறை: நொறுக்கும் அறையின் மேற்புறத்தை உருவாக்கும் ஒரு வார்ப்பிரும்பு (ZG270 பற்றி-500) அல்லது பற்றவைக்கப்பட்ட எஃகு அமைப்பு (Q355B). இது ஒரு ஊட்ட துறைமுகம் மற்றும் ஒரு பொருள் வழிகாட்டி சாதனத்துடன் பொருத்தப்பட்டுள்ளது, தாக்க சக்திகளைத் தாங்கும் வகையில் வலுவூட்டும் விலா எலும்புகளுடன்.
நொறுக்கும் அறை: தேய்மான-எதிர்ப்புத் தகடுகளால் (உயர்-குரோமியம் வார்ப்பிரும்பு க்ரீ20) வரிசையாக அமைக்கப்பட்ட ஒரு உருளை குழி. இரண்டு வகையான அறைகள் உள்ளன: சுழல் வடிவ லைனருடன் டேய்!-அன்று-கல்லெறிந்துவிடு (கடினமான பொருட்களுக்கு), மற்றும் 反击板 (தாக்கத் தகடு) உடன் டிடிடிஸ்டோன்-அன்று-இஸ்திரிடு (நடுத்தர-கடினமான பொருட்களுக்கு).
கீழ் சட்டகம்: ரோட்டார் மற்றும் மோட்டாரை ஆதரிக்கும் ஒரு கனரக-கடமை வார்ப்பு எஃகு (ZG35CrMo) அடித்தளம், நங்கூரம் போல்ட்களுடன் அடித்தளத்துடன் பொருத்தப்பட்டுள்ளது. இது வெளியேற்ற துறைமுகத்தையும் பராமரிப்புக்கான அணுகல் கதவையும் கொண்டுள்ளது.
ரோட்டார் வட்டு: 50–100 மிமீ தடிமன் கொண்ட ஒரு போலி எஃகு (42CrMo) வட்டு, பிரதான தண்டில் பொருத்தப்பட்டுள்ளது. இது சமமாக விநியோகிக்கப்பட்ட பொருள் வீசும் தலைகள் (6–12 துண்டுகள்) மற்றும் பொருள் முடுக்கத்திற்கான ஓட்ட சேனல்களைக் கொண்டுள்ளது.
தலைகளை வீசுதல்: உயர்-குரோமியம் வார்ப்பிரும்பு (க்ரீ20–25) அல்லது சிமென்ட் செய்யப்பட்ட கார்பைடால் செய்யப்பட்ட தேய்மான-எதிர்ப்பு கூறுகள், ரோட்டார் வட்டில் போல்ட் செய்யப்பட்டவை. அவற்றின் வடிவம் (வளைந்த அல்லது நேராக) பொருள் வீசும் வேகம் மற்றும் கோணத்தை தீர்மானிக்கிறது.
பிரதான தண்டு: 80–180 மிமீ விட்டம் கொண்ட ஒரு போலி அலாய் ஸ்டீல் (40CrNiMoA) தண்டு, ரோட்டார் வட்டை மோட்டாருடன் இணைக்கிறது. அதிவேக சுழற்சியைத் தாங்கும் வகையில் இரு முனைகளிலும் உயர்-துல்லிய கோண தொடர்பு பந்து தாங்கு உருளைகளால் இது ஆதரிக்கப்படுகிறது.
உணவளிக்கும் ஹாப்பர்: தேய்மானத்தை எதிர்க்கும் லைனருடன் கூடிய பற்றவைக்கப்பட்ட எஃகு அமைப்பு, நொறுக்கிக்குள் பொருட்களை வழிநடத்துகிறது. இது ஊட்ட விகிதத்தைக் கட்டுப்படுத்த அதிர்வுறும் ஊட்டி அல்லது அளவீட்டு சாதனத்துடன் பொருத்தப்பட்டுள்ளது.
பொருள் விநியோகஸ்தர்: மேல் உறைக்குள் ஒரு கூம்பு வடிவ கூறு, பொருட்களை இரண்டு பகுதிகளாகப் பிரிக்கிறது: ஒரு பகுதி முடுக்கத்திற்காக ரோட்டருக்குள் நுழைகிறது, மற்றொன்று டேய்!-அன்று-கல்லெறிந்துவிடு நொறுக்கலுக்கான நொறுக்கும் அறைக்குள் விழுகிறது.
மோட்டார்: வேக சரிசெய்தலுக்கான அதிர்வெண் மாற்றியுடன் கூடிய அதிவேக ஒத்திசைவற்ற மோட்டார் (75–315 கிலோவாட்). இது ஒரு இணைப்பு அல்லது V-பெல்ட் இயக்கி வழியாக பிரதான தண்டுடன் இணைக்கப்பட்டுள்ளது.
கப்பி/இணைத்தல்: V-பெல்ட் டிரைவிற்கு, பிரதான தண்டில் ஒரு பெரிய கப்பி மற்றும் மோட்டாரில் ஒரு சிறிய கப்பி 1:1.2–1:1.5 என்ற பரிமாற்ற விகிதத்தை உறுதி செய்கின்றன. ஆற்றல் இழப்பைக் குறைக்க நேரடி டிரைவிற்காக இணைப்புகள் (எ.கா., மீள் பின் இணைப்பு) பயன்படுத்தப்படுகின்றன.
லூப்ரிகேஷன் சிஸ்டம்: ஒரு தானியங்கி கிரீஸ் லூப்ரிகேஷன் பம்ப் அல்லது மெல்லிய எண்ணெய் லூப்ரிகேஷன் அமைப்பு, இது தாங்கு உருளைகளுக்கு லூப்ரிகண்டை வழங்குகிறது. மெல்லிய எண்ணெய் அமைப்பு ஐஎஸ்ஓ வி.ஜி. 32 எண்ணெயைப் பயன்படுத்துகிறது, ஓட்ட விகிதம் 2–5 L/நிமிடம்.
குளிரூட்டும் சாதனம்: உயவு அமைப்புக்கான நீர்-குளிரூட்டப்பட்ட அல்லது காற்று-குளிரூட்டப்பட்ட ரேடியேட்டர், அதிவேக செயல்பாட்டின் போது எண்ணெய் வெப்பநிலையை 60°C க்கும் குறைவாக பராமரிக்கிறது.
பில்லட் ஹீட்டிங்: எஃகு பில்லட்டுகள் பிளாஸ்டிசிட்டியை உறுதி செய்வதற்காக ஒரு எரிவாயு உலையில் 1150–1200°C க்கு சூடாக்கப்படுகின்றன.
மோசடி செய்தல்: வட்டு வடிவத்தை உருவாக்க அப்செட் மற்றும் வரைதல் செயல்முறைகளுடன் ஓபன்-டை ஃபோர்ஜிங் பயன்படுத்தப்படுகிறது. தாக்க எதிர்ப்பை அதிகரிக்க தானிய ஓட்டம் ரேடியல் திசையில் சீரமைக்கப்படுகிறது.
வெப்ப சிகிச்சை: கடினத்தன்மை மனித உரிமைகள் ஆணையம் 28–32 மற்றும் இழுவிசை வலிமை ≥900 எம்.பி.ஏ. ஐ அடைய 840–860°C (எண்ணெய்-குளிரூட்டப்பட்ட) வெப்பநிலையில் தணித்தல் மற்றும் 560–600°C வெப்பநிலையில் தணித்தல்.
வடிவங்களை உருவாக்குதல்: வீசும் தலைகளின் சிக்கலான வடிவத்தைக் கருத்தில் கொண்டு, நுரை வடிவங்கள் 1.5–2.0% சுருக்கக் கொடுப்பனவுடன் செய்யப்படுகின்றன.
மோல்டிங்: பிசின்-பிணைக்கப்பட்ட மணல் அச்சுகள் பயன்படுத்தப்படுகின்றன, மேற்பரப்பு தரத்தை மேம்படுத்த குழி சிர்கோனியம் அடிப்படையிலான பயனற்ற பூச்சுடன் பூசப்படுகிறது.
உருகுதல் மற்றும் ஊற்றுதல்:
மூலப்பொருட்கள் 1450–1500°C வெப்பநிலையில் ஒரு தூண்டல் உலையில் உருக்கப்படுகின்றன, குரோமியம் மற்றும் மாலிப்டினம் சேர்க்கப்பட்டு வேதியியல் கலவையை (C 3.0–3.5%, கோடி 20–25%) அடையப்படுகின்றன.
உருகிய இரும்பு 1400–1450°C வெப்பநிலையில் அச்சுக்குள் ஊற்றப்படுகிறது, சேர்க்கைகளைத் தவிர்க்க கட்டுப்படுத்தப்பட்ட ஊற்றும் வேகத்துடன்.
வெப்ப சிகிச்சை: கரைசலை 980–1020°C (காற்று-குளிரூட்டப்பட்ட) வெப்பநிலையில் அனீலிங் செய்து 280–320°C வெப்பநிலையில் வெப்பப்படுத்துவதன் மூலம் கடினத்தன்மை மனித உரிமைகள் ஆணையம் 60–65 மற்றும் நல்ல கடினத்தன்மையை அடையலாம்.
மோசடி செய்தல்: பில்லெட்டை 1100–1150°C க்கு வெப்பப்படுத்துதல், அதைத் தொடர்ந்து படிகள் மற்றும் சாவிவழிகளுடன் தண்டை உருவாக்க துல்லியமான மோசடி செய்தல்.
வெப்ப சிகிச்சை: கடினத்தன்மை மனித உரிமைகள் ஆணையம் 28–32, மகசூல் வலிமை ≥835 எம்.பி.ஏ. அடைய 820–840°C (நீர்-குளிரூட்டப்பட்ட) வெப்பநிலையில் தணித்தல் மற்றும் 500–550°C வெப்பநிலையில் தணித்தல்.
கரடுமுரடான இயந்திரமயமாக்கல்: சிஎன்சி அரைக்கும் இயந்திரம் வெளிப்புற வட்டம், முனை முகம் மற்றும் தலைகளை வீசுவதற்கான மவுண்டிங் துளைகளை செயலாக்குகிறது, 1-2 மிமீ அனுமதியை விட்டுச்செல்கிறது.
துல்லிய எந்திரம்: இறுதி முகத்தை தட்டையானதாக ≤0.05 மிமீ/மீ மற்றும் மேற்பரப்பு கடினத்தன்மை ரா1.6 μm ஆக அரைத்தல். 6H நூல் சகிப்புத்தன்மையுடன் போல்ட் துளைகளை (M16–M24) துளையிட்டு தட்டுதல்.
திருப்புதல்: சிஎன்சி லேத் எந்திரம் வெளிப்புற வட்டம், படிகள் மற்றும் சாவிப்பாதைகளைச் செயலாக்குகிறது, 0.3–0.5 மிமீ அரைக்கும் கொடுப்பனவை விட்டுச்செல்கிறது.
அரைத்தல்: ஜர்னல் மேற்பரப்புகள் ஐடி5 சகிப்புத்தன்மை மற்றும் மேற்பரப்பு கடினத்தன்மை ரா0.4 μm க்கு தரையிறக்கப்படுகின்றன, இது கோஆக்சியாலிட்டியை ≤0.01 மிமீ உறுதி செய்கிறது.
அரைத்தல்: சிஎன்சி இயந்திர மையம் லைனரின் உள் மேற்பரப்பை சுழல் அல்லது தாக்கத் தகடு வடிவமைப்போடு பொருந்துமாறு வடிவமைக்கிறது, மேற்பரப்பு கடினத்தன்மை ரா3.2 μm உடன்.
துளையிடுதல்: மேல் அட்டை அல்லது கீழ் சட்டகத்தில் துல்லியமான நிலைப்பாட்டை உறுதி செய்வதற்காக மவுண்டிங் துளைகள் துளையிடப்படுகின்றன.
வெல்டிங் மற்றும் மன அழுத்த நிவாரணம்: வெல்டிங் அழுத்தத்தை நீக்க, வெல்டட் கூறுகள் (மேல் கவர், கீழ் சட்டகம்) 600–650°C வெப்பநிலையில் அனீல் செய்யப்படுகின்றன.
அரைத்தல்: சிஎன்சி அரைக்கும் இயந்திரம் மேல் உறை மற்றும் கீழ் சட்டத்தின் இணைத்தல் மேற்பரப்புகளைச் செயலாக்குகிறது, இறுக்கமான சீலிங்கிற்காக தட்டையான தன்மையை ≤0.1 மிமீ/மீ உறுதி செய்கிறது.
பொருள் சோதனை:
நிறமாலை பகுப்பாய்வு வேதியியல் கலவையை சரிபார்க்கிறது (எ.கா., வீசும் தலைகளில் கோடி உள்ளடக்கம்).
இழுவிசை மற்றும் தாக்க சோதனைகள் இயந்திர பண்புகளை சரிபார்க்கின்றன (எ.கா., ரோட்டார் வட்டு தாக்க ஆற்றல் ≥60 J/செ.மீ.²).
பரிமாண ஆய்வு:
ஒருங்கிணைப்பு அளவீட்டு இயந்திரம் (சி.எம்.எம்.) முக்கிய பரிமாணங்களை ஆய்வு செய்கிறது: ரோட்டார் வட்டு ரன்அவுட் ≤0.05 மிமீ, பிரதான தண்டு ஜர்னல் விட்டம் சகிப்புத்தன்மை ±0.01 மிமீ.
உகந்த பொருள் ஓட்டத்தை உறுதி செய்வதற்காக, நொறுக்கும் அறையின் உள் சுயவிவரத்தை லேசர் ஸ்கேனிங் சரிபார்க்கிறது.
அழிவில்லாத சோதனை (என்.டி.டி.):
மீயொலி சோதனை (யூடி) ரோட்டார் வட்டு மற்றும் பிரதான தண்டில் உள்ள உள் குறைபாடுகளைக் கண்டறிகிறது (குறைபாடுகள் >φ2 மிமீ நிராகரிக்கப்பட்டது).
காந்தத் துகள் சோதனை (எம்.பி.டி.) எறியும் தலைகள் மற்றும் ரோட்டார் வட்டில் மேற்பரப்பு விரிசல்களை ஆய்வு செய்கிறது.
செயல்திறன் சோதனை:
டைனமிக் பேலன்சிங்: அதிகப்படியான அதிர்வுகளைத் தவிர்க்க, ரோட்டார் அசெம்பிளி G2.5 தரத்திற்கு (அதிர்வு ≤2.5 மிமீ/வி) சமநிலைப்படுத்தப்பட்டுள்ளது.
சோதனை ஓட்டம்: தாங்கும் வெப்பநிலை (≤70°C) மற்றும் சத்தம் (≤85 டெசிபல்) ஆகியவற்றை சரிபார்க்க 2 மணி நேரம் காலியாக ஓடவும். மணல் உற்பத்தி விகிதம், தானிய வடிவம் மற்றும் எறியும் தலைகளின் தேய்மானத்தை சரிபார்க்க 8 மணி நேரம் ஆற்று கூழாங்கற்களைக் கொண்டு சுமை சோதனை செய்யவும்.
அடித்தளம் தயாரித்தல்: உட்பொதிக்கப்பட்ட நங்கூரம் போல்ட்களுடன் கூடிய கான்கிரீட் அடித்தளம் (C30 தரம்), நிலைத்தன்மை ≤0.1 மிமீ/மீ, 28 நாட்களுக்கு நன்கு நிலையாக இருக்கும். சத்தம் மற்றும் அதிர்வு பரவலைக் குறைக்க அடித்தளத்தின் மீது ஒரு அதிர்வு தனிமைப்படுத்தும் திண்டு (5–10 மிமீ தடிமன்) வைக்கப்படுகிறது.
கீழ் சட்டக நிறுவல்: கீழ் சட்டகம் அடித்தளத்திற்கு உயர்த்தப்பட்டு, ஷிம்களால் சமன் செய்யப்பட்டு, ஆங்கர் போல்ட்கள் குறிப்பிட்ட முறுக்குவிசையில் 70% வரை இறுக்கப்படுகின்றன.
பிரதான தண்டு மற்றும் ரோட்டார் அசெம்பிளி: பிரதான தண்டு கீழ் சட்டகத்தின் தாங்கி இருக்கைகளில் நிறுவப்பட்டுள்ளது, மேலும் ரோட்டார் வட்டு தண்டின் மீது பொருத்தப்பட்டுள்ளது. நிறுவலுக்கு முன் தாங்கு உருளைகள் கிரீஸ் (என்எல்ஜிஐ 2) மூலம் உயவூட்டப்படுகின்றன.
வீசும் தலைகளை நிறுவுதல்: எறியும் தலைகள் ரோட்டார் வட்டில் முறுக்கு விசையுடன் (முறுக்குவிசை 300–500 N・m) போல்ட் செய்யப்பட்டு, சீரான விநியோகத்தை உறுதி செய்கின்றன.
மேல் உறை மற்றும் நொறுக்கு அறை நிறுவல்: மேல் கவர் கீழ் சட்டகத்துடன் போல்ட் செய்யப்பட்டுள்ளது, மேலும் பொருள் கசிவைத் தடுக்க நொறுக்கும் அறை லைனர் கேஸ்கட்களுடன் நிறுவப்பட்டுள்ளது.
ஃபீடிங் மற்றும் டிரைவ் சிஸ்டம் நிறுவல்: ஃபீடிங் ஹாப்பர் மேல் உறையில் பொருத்தப்பட்டுள்ளது, மேலும் மோட்டார் பிரதான தண்டுடன் சீரமைக்கப்பட்டுள்ளது (கோஆக்சியாலிட்டி ≤0.1 மிமீ). V-பெல்ட்கள் சரியான பதற்றத்துடன் நிறுவப்பட்டுள்ளன (100 N விசையின் கீழ் விலகல் 15-20 மிமீ).
உயவு மற்றும் குளிரூட்டும் அமைப்பு இணைப்பு: குழாய்கள் இணைக்கப்பட்டுள்ளன, மேலும் உயவு அமைப்பு ஓட்டம் மற்றும் அழுத்தத்திற்காக சோதிக்கப்படுகிறது (0.2–0.4 எம்.பி.ஏ.).
ஆணையிடுதல்:
சுழற்சி திசை மற்றும் நிலைத்தன்மையை சரிபார்க்க 1 மணிநேரம் காலியாக ஓடவும்.
பொருட்களுடன் சுமை சோதனை, விரும்பிய மணல் தரத்தை அடைய பொருள் விநியோகஸ்தரை சரிசெய்தல்.
அனைத்து அமைப்புகளிலும் கசிவுகள், அசாதாரண சத்தம் அல்லது அதிக வெப்பம் உள்ளதா எனச் சரிபார்த்து, தேவைக்கேற்ப மாற்றங்களைச் செய்யுங்கள்.










