



டைனமிக் பேலன்சிங்: நகரும் கூம்பு மற்றும் விசித்திரமான புஷிங்கின் விசித்திரமான சுழற்சியால் உருவாகும் மையவிலக்கு விசையை ஈடுசெய்தல், செயல்பாட்டின் போது அதிர்வு மற்றும் சத்தத்தைக் குறைத்தல். இது சட்டகம், தாங்கு உருளைகள் மற்றும் பிற கட்டமைப்பு கூறுகளில் அழுத்தத்தைக் குறைக்கிறது.
நிலைத்தன்மை மேம்பாடு: அதிக வேகத்தில் (500–1500 rpm (ஆர்பிஎம்)) எசென்ட்ரிக் அசெம்பிளியின் சீரான சுழற்சியை உறுதிசெய்து, சீரற்ற ஏற்றுதலைத் தடுக்கிறது, இது பிரதான தண்டு மற்றும் உந்துதல் தாங்கியின் முன்கூட்டிய தேய்மானம் அல்லது தோல்விக்கு வழிவகுக்கும்.
ஆற்றல் உகப்பாக்கம்: அதிர்வு தணிப்புடன் தொடர்புடைய மின் நுகர்வைக் குறைத்தல், நொறுக்கியின் ஒட்டுமொத்த ஆற்றல் திறனை மேம்படுத்துதல்.
சுமை விநியோகம்: நொறுக்கும் சுழற்சியின் போது நொறுக்கி சட்டகத்தில் செலுத்தப்படும் பக்கவாட்டு விசைகளை சமநிலைப்படுத்துதல், அதிகப்படியான விலகலைத் தடுப்பது மற்றும் சீரான நொறுக்கும் இடைவெளி துல்லியத்தை பராமரித்தல்.
உடல் எடை: அதிக அடர்த்தி கொண்ட வார்ப்பிரும்பு (HT350 பற்றி), நீர்த்துப்போகும் இரும்பு (QT600 பற்றிய தகவல்கள்-3) அல்லது கான்கிரீட் நிரப்பப்பட்ட எஃகு (பெரிய நொறுக்கிகளுக்கு) ஆகியவற்றால் ஆன கனரக அமைப்பு. போதுமான நிறை (50–500 கிலோ, நொறுக்கி அளவைப் பொறுத்து) வழங்க பொருளின் அடர்த்தி 7.0–7.8 கிராம்/செ.மீ³ வரை இருக்கும்.
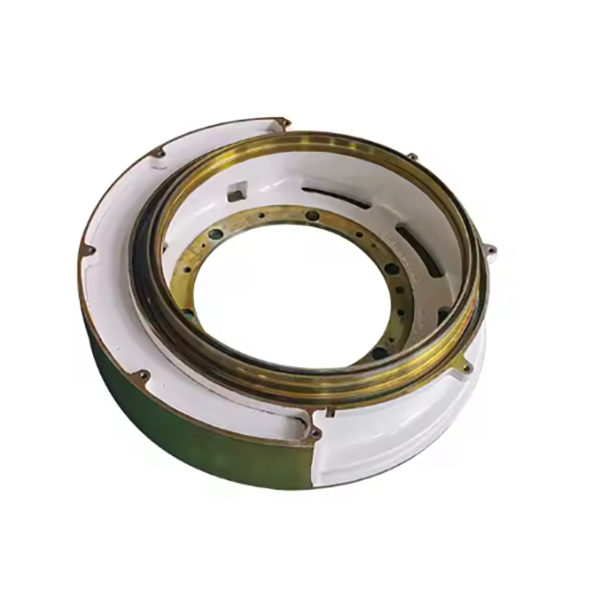
வளைய வடிவப் பிரிவுகள்: பெரிய நொறுக்கிகளுக்கு, நிறுவலை எளிதாக்க கவுண்டர் எடை பெரும்பாலும் 2–6 பிரிவுகளாக (எ.கா., 4 சம பாகங்கள்) பிரிக்கப்படுகிறது. ஒவ்வொரு பிரிவின் ஆர அகலம் 100–300 மிமீ மற்றும் தடிமன் 50–150 மிமீ ஆகும்.
பெருகிவரும் அம்சங்கள்:
போல்ட் துளைகள்: மையவிலக்கு விசைகளைத் தாங்கும் வகையில் நூல் வகுப்பு 8.8 அல்லது அதற்கு மேற்பட்டவற்றைக் கொண்டு, எசென்ட்ரிக் புஷிங்கிற்கு எடையைப் பாதுகாப்பதற்காக சுற்றளவு இடைவெளி கொண்ட துளைகள் (8–24).
ஊசிகளைக் கண்டறிதல்: மவுண்டிங் மேற்பரப்பில் உள்ள உருளை வடிவ புரோட்ரஷன்கள், விசித்திரமான புஷிங்கில் உள்ள தொடர்புடைய துளைகளில் பொருந்துகின்றன, இது துல்லியமான கோண நிலைப்பாட்டை உறுதி செய்கிறது.
சமநிலை தாவல்கள்: எடை விநியோகத்தை நன்றாகச் சரிசெய்ய வெளிப்புற சுற்றளவில் சிறிய சரிசெய்யக்கூடிய தட்டுகள் அல்லது திரிக்கப்பட்ட துளைகள். இவை உகந்த சமநிலையை அடைய சிறிய எடைகளை (100–500 கிராம்) சேர்க்க/அகற்ற அனுமதிக்கின்றன.
வலுவூட்டல் விலா எலும்புகள்: மையவிலக்கு அழுத்தத்தின் கீழ் சிதைவைத் தடுக்கும், கட்டமைப்பு விறைப்புத்தன்மையை மேம்படுத்தும் உள் அல்லது வெளிப்புற ரேடியல் விலா எலும்புகள். பிரிவு அளவைப் பொறுத்து விலா எலும்பு தடிமன் 10–30 மிமீ வரை இருக்கும்.
மென்மையான வெளிப்புற மேற்பரப்பு: காற்று எதிர்ப்பைக் குறைக்கவும் சுழற்சியின் போது மாறும் இழுவைக் குறைக்கவும் குறைந்த கடினத்தன்மையுடன் (ரா3.2–6.3 μm) இயந்திரமயமாக்கப்பட்ட வெளிப்புற சுற்றளவு.
அரிப்பு பாதுகாப்பு அடுக்கு: தூசி நிறைந்த அல்லது ஈரப்பதமான சூழல்களில் துருப்பிடிப்பதை எதிர்க்க வர்ணம் பூசப்பட்ட அல்லது கால்வனேற்றப்பட்ட பூச்சு (50–100 μm தடிமன்).
பொருள் தேர்வு:
அதிக அடர்த்தி கொண்ட வார்ப்பிரும்பு (HT350 பற்றி): அதிக அடர்த்தி (7.2–7.3 கிராம்/செ.மீ³), அமுக்க வலிமை (≥350 எம்.பி.ஏ.) மற்றும் செலவு-செயல்திறன் ஆகியவற்றால் விரும்பப்படுகிறது. வேதியியல் கலவை: C 3.2–3.6%, எஸ்ஐ 1.8–2.4%, மில்லியன் 0.6–1.0%, குறைந்த சல்பர்/பாஸ்பரஸ் (ஒவ்வொன்றும் ≤0.035%) கொண்டது.
நீர்த்துப்போகும் இரும்பு (QT600 பற்றிய தகவல்கள்-3): உயர் அழுத்த பயன்பாடுகளுக்குப் பயன்படுத்தப்படுகிறது, சிறந்த தாக்க எதிர்ப்பு (நீட்சி ≥3%) மற்றும் இழுவிசை வலிமை (≥600 எம்.பி.ஏ.) ஆகியவற்றை வழங்குகிறது.
வடிவங்களை உருவாக்குதல்:
ஒவ்வொரு பிரிவிற்கும் போல்ட் துளைகள், இடங்களை கண்டுபிடிக்கும் ஊசிகள் மற்றும் விலா எலும்புகள் உட்பட ஒரு முழு அளவிலான வடிவமைப்பு (நுரை, மரம் அல்லது பிசின்) உருவாக்கப்படுகிறது. குளிரூட்டும் சுருக்கத்தைக் கணக்கிட சுருக்கக் கொடுப்பனவுகள் (1.2–1.8%) சேர்க்கப்படுகின்றன.
மோல்டிங்:
பிசின்-பிணைக்கப்பட்ட மணல் அச்சுகள் தயாரிக்கப்படுகின்றன, அவற்றில் உள்ள மையங்கள் போல்ட் துளைகள் மற்றும் உள் அம்சங்களை உருவாக்கப் பயன்படுத்தப்படுகின்றன. மேற்பரப்பு முடிவை மேம்படுத்தவும் மணல் சேர்க்கையைத் தடுக்கவும் அச்சு குழி ஒரு பயனற்ற கழுவலால் பூசப்பட்டுள்ளது.
உருகுதல் மற்றும் ஊற்றுதல்:
வார்ப்பிரும்பு ஒரு குபோலா அல்லது தூண்டல் உலையில் 1380–1420°C வெப்பநிலையில் உருக்கப்படுகிறது, நல்ல திரவத்தன்மைக்காக கார்பன் சமமான அளவு 4.2–4.6% ஆகக் கட்டுப்படுத்தப்படுகிறது.
1350–1380°C வெப்பநிலையில் ஊற்றுதல் செய்யப்படுகிறது, அச்சு முழுமையாக நிரப்பப்படுவதை உறுதிசெய்ய கட்டுப்படுத்தப்பட்ட ஓட்ட விகிதத்துடன், போல்ட் ஹோல் பாஸ்கள் போன்ற அதிக அழுத்தப் பகுதிகளில் போரோசிட்டியைக் குறைக்கிறது.
வெப்ப சிகிச்சை:
பற்றவைத்தல்: வார்ப்புகள் 550–600°C க்கு 2–4 மணி நேரம் சூடேற்றப்பட்டு, பின்னர் மெதுவாக குளிர்விக்கப்பட்டு உள் அழுத்தத்தைக் குறைக்கப்படுகிறது, இயந்திரமயமாக்கல் அல்லது செயல்பாட்டின் போது விரிசல் ஏற்படும் அபாயத்தைக் குறைக்கிறது.
இயல்பாக்கம் (விரும்பினால்): நீர்த்துப்போகும் இரும்பைப் பொறுத்தவரை, 850–900°C க்கு வெப்பப்படுத்துவதைத் தொடர்ந்து காற்று குளிரூட்டல் நுண் கட்டமைப்பைச் செம்மைப்படுத்துகிறது மற்றும் இயந்திர பண்புகளை மேம்படுத்துகிறது.
கரடுமுரடான இயந்திரமயமாக்கல்:
அதிகப்படியான பொருளை ஒழுங்கமைக்க, சிஎன்சி லேத் அல்லது மில்லிங் இயந்திரத்தில் வார்ப்புப் பகுதிகள் பொருத்தப்படுகின்றன, மேலும் அவை மவுண்டிங் மேற்பரப்பு மற்றும் வெளிப்புற சுற்றளவை மையமாகக் கொண்டுள்ளன. பரிமாண சகிப்புத்தன்மை ±1 மிமீக்குக் கட்டுப்படுத்தப்படுகிறது.
மவுண்டிங் அம்சங்களின் துல்லியமான இயந்திரமயமாக்கல்:
போல்ட் துளைகள்: விசித்திரமான புஷிங்குடன் சீரமைப்பை உறுதி செய்வதற்காக, நூல் சகிப்புத்தன்மை 6H மற்றும் நிலை துல்லியத்துடன் (±0.2 மிமீ) சிஎன்சி இயந்திர மையத்தைப் பயன்படுத்தி துளையிடப்பட்டு தட்டப்பட்டது.
ஊசிகளைக் கண்டறிதல்: மவுண்டிங் மேற்பரப்புடன் ஒப்பிடும்போது செங்குத்தாக (≤0.05 மிமீ/100 மிமீ) விட்டம் சகிப்புத்தன்மை h6 க்கு இயந்திரமயமாக்கப்பட்டது.
பெருகிவரும் மேற்பரப்பு: தரையிலிருந்து தட்டையான தன்மை (≤0.1 மிமீ/மீ) மற்றும் கடினத்தன்மை ரா3.2 μm, விசித்திரமான புஷிங்குடன் சீரான தொடர்பை உறுதிசெய்து, சுமை செறிவைத் தடுக்கிறது.
சமநிலை தாவல்கள் தயாரிப்பு:
தாவல்கள் வெளிப்புற சுற்றளவுக்கு இயந்திரமயமாக்கப்படுகின்றன அல்லது பற்றவைக்கப்படுகின்றன, சமநிலை எடைகளை இணைப்பதற்காக திரிக்கப்பட்ட துளைகள் உள்ளன. இந்த அம்சங்கள் 15–30° அதிகரிப்புகளில் சரிசெய்ய அனுமதிக்கும் வகையில் நிலைநிறுத்தப்பட்டுள்ளன.
மேற்பரப்பு சிகிச்சை:
வெளிப்புற மேற்பரப்பு அளவுகோலை அகற்ற மணல் வெட்டுதல் செய்யப்படுகிறது, பின்னர் அரிப்பை எதிர்க்கும் வகையில் எபோக்சி ப்ரைமர் (60–80 μm) மற்றும் மேல் பூச்சு (40–60 μm) ஆகியவற்றால் வர்ணம் பூசப்படுகிறது.
நிறுவலின் போது கறை படிவதைத் தடுக்க, நூல் துளைகள் சீஸ் எதிர்ப்பு கலவையால் பூசப்பட்டுள்ளன.
பொருள் சோதனை:
வேதியியல் கலவை பகுப்பாய்வு (ஸ்பெக்ட்ரோமெட்ரி) HT350 பற்றி அல்லது QT600 பற்றிய தகவல்கள்-3 தரநிலைகளுடன் இணங்குவதை சரிபார்க்கிறது.
அடர்த்தி சோதனை (நீர் இடப்பெயர்ச்சி மூலம்) பொருள் அடர்த்தி விவரக்குறிப்புகளை (≥7.0 g/செ.மீ.³) பூர்த்தி செய்வதை உறுதி செய்கிறது.
பரிமாண துல்லிய சோதனைகள்:
ஒரு ஒருங்கிணைப்பு அளவீட்டு இயந்திரம் (சி.எம்.எம்.) முக்கியமான பரிமாணங்களை ஆய்வு செய்கிறது: பிரிவு எடை (சகிப்புத்தன்மை ± 0.5%), போல்ட் துளை நிலைகள் மற்றும் மவுண்டிங் மேற்பரப்பு தட்டையானது.
ஒரு லேசர் ஸ்கேனர் வெளிப்புற சுற்றளவு சுயவிவரத்தை சரிபார்த்து, காற்றியக்க செயல்திறனை உறுதி செய்கிறது.
கட்டமைப்பு ஒருமைப்பாடு சோதனை:
மீயொலி சோதனை (யூடி) போல்ட் துளை பாஸ்களில் உள் குறைபாடுகளை (எ.கா., சுருக்க துளைகள்) கண்டறிகிறது, >φ3 மிமீ குறைபாடுகள் நிராகரிக்கப்படுகின்றன.
காந்தத் துகள் சோதனை (எம்.பி.டி.) விலா எலும்புகள் மற்றும் மவுண்டிங் விளிம்புகள் போன்ற உயர் அழுத்தப் பகுதிகளில் மேற்பரப்பு விரிசல்களை சரிபார்க்கிறது.
டைனமிக் சமநிலை சோதனை:
கூடியிருந்த பகுதிகள் ஒரு சமநிலைப்படுத்தும் இயந்திரத்தில் பொருத்தப்பட்டு இயக்க வேகத்தில் (500–1500 rpm (ஆர்பிஎம்)) சுழற்றப்படுகின்றன. சமநிலையின்மை அளவிடப்பட்டு சமநிலைப்படுத்தும் தாவல்களைப் பயன்படுத்தி சரி செய்யப்படுகிறது, மீதமுள்ள சமநிலையின்மை ≤5 g·மிமீ/கிலோ ஆக வரையறுக்கப்பட்டுள்ளது.
சுமை சோதனை:
ஒரு நிலையான சுமை சோதனையானது, மதிப்பிடப்பட்ட மையவிலக்கு விசையின் 150% ஐ மவுண்டிங் போல்ட்களுக்குப் பயன்படுத்துகிறது, எந்த சிதைவும் அல்லது நூல் அகற்றலும் அனுமதிக்கப்படாது.











